In 2002, a group of Chinese researchers developed a technique for creating nanotube yarns up to 30 cm long. They drew the yarns out from super-aligned arrays of CNTs (I guess you can call this nano-knitting). Super-aligned CNT arrays differ from ordinary vertically-aligned CNTs in that their alignment is far superior to that of ordinary CNT arrays. This is important for continuous thin films, or ribbons (composed of parallel pure CNTs); in that they can can be drawn from super-aligned arrays in the solid state. These thin films are transparent and conductive, with aligned CNTs parallel to the drawing direction.
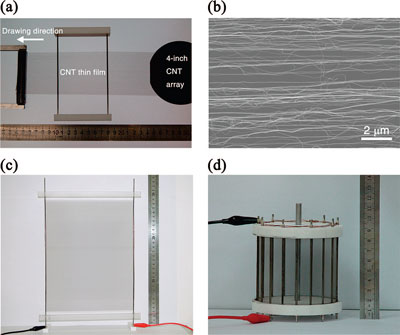
Three years later, the same group of scientists successfully synthesized super-aligned CNT arrays on 4-inch silicon wafers. One such wafer is capable of being transformed into a continuous thin film with dimensions of 10 cm wide by 60 m long (yes, sixty meters).
In 2007, Dr. KaiLi Jiang, the head of the research group and associate professor of physics at Tsingua University in Beijing, had discovered that a piece of a CNT thin film can emit sound by applying an audio frequency current through it, with the interesting of effect of the sound frequency being double the current frequency. This is attributed to the thermoacoustic effect. The alternating current periodically heated the CNT thin films, resulting in temperature oscillation. Said Dr. Jiang: "The temperature oscillation of the thin excites the pressure oscillation in the surrounding air, resulting in sound generation."
Jiang also said that the thermoacoustic effect has been studied for more than 200 years, has led to the invention of thermoacoustic engines and even loudspeaker driven refrigerators.
What remained obscure in the scientific literature is the use of alternating current in thermoacoustic generation. Jiang and his team believed they were the first to discover this effect, but they were beaten by Arnold and Crandall in the late 19th century. A & C used ultra-thin foils made of platinium to feed the current through, which then generated a very weak thermoacoustic effect; too weak for practical use. A & C claim that the sound efficiency is inversely proportional to the heat capacity per unit area (HCPUA) for the material studied. For 700 nm thick platinum foil the HCPUA value is 260 times weaker than for CNTs at the same power input.
The loudspeakers were fabricated by placing the as-drawn CNT thin film on two electrodes, forming a simple loudspeaker. Several thin films were placed together so as to increase the loudspeaker area. The films could be formed into arbitrary shapes or placed on arbitrarily curved surfaces to make loudspeakers with special functions.
The CNT loudspeakers exhibit volumes and frequencies that are quite pleasing to the human ear. When connected to a simple amplifier, the CNT thin film speaker shares all the functions of a voice-coil loudspeaker, plus the bonuses of no magnet, and no moving parts. In contrast to conventional loudspeakers, they are stretchable, transparent, and flexible. CNT loudspeakers also don't vibrate and are quite durable; they can work even if part of the thin film is torn or damaged. The possibilities are endless for CNT loudspeaker applications. E.g., laptop computers where the current audio system is replaced by simply placing a transparent loudspeaker over the screen itself, or for tomorrow's mobile devices such as the Nokia Morph.
The team hopes to develop real commercial products with CNT loudspeakers. This article is two years old, so progress on this front is currently unknown. An update will appear here as soon as I hear of it.




